
Fabrication de la boite à tangentes: Cette partie de la vielle est essentielle car elle sert de support aux touches. C'est donc un élément critique pour la qualité de la vielle: Il faut que les distances entre les touches soient précises pour obtenir des gammes justes.
Il existe des outils de calcul qui, pour un diapason donné (c.à.d. de la longueur vibrante de la corde à vide - ici 350 mm) indiquent la position des touches dans la rangée du bas correspondant aux notes diatoniques et du haut correspondant au notes chromatiques, ceci pour une gamme bien tempérée. Les trous de passage pour les touches doivent être placés au niveau de ces positions théoriques et les deux parties latérales de la boite à tangente doivent être rigoureusement symétriques.
Ici, le luthier commence par composer un bloc de bois en trois éléments. La hauteur de la première partie de ce bloc sera équivalente à la distance entre la base de la boite et la limite supérieure des touches diatoniques (rangée du bas). Ensuite, des mortaises seront fraisées dans le bloc à l'aide d'une défonceuse aux endroits indiqués par l'outil de calcul. On collera dessus une deuxième partie, dont la hauteur sera égale à la distance entre les deux limites supérieures des touches. De nouveau, les mortaises seront fraisées, cette fois-ci pour les touches chromatiques (rangée du haut). Enfin, un dernier bloc sera collé pour compléter jusqu'à la hauteur complète de la boite à tangentes. La photo ci-dessous montre deux exemples de blocs ainsi réalisés.

Les parties latérales de la boite à tangentes doivent encore être découpées à une juste longueur et en choisissant le profil du côté roue. A ce stade la position exacte du clavier (définie par les trous des touches) par rapport au corps de la vielle n'est pas encore possible, car la position du chevalet principal près de la roue n'a pas encore été choisie (voir prochain chapitre). Du côté chevillier, on prévoira des chevalets individuels pour chaque chanterelle qui peuvent être déplacés sur une distance d'environ 1 cm, afin de pouvoir légèrement adapter individuellement la position de la longueur vibrante des cordes à vide une fois la boite à tangente montée avec le clavier.

La boite à tangentes est maintenant assemblée en collant les deux côtés sur des blocs de bois qui déterminent la largeur de la boite. A noter le bloc de gauche qui fournira aussi le plan pour assembler le chevillier.

 . . . .
. . . . 
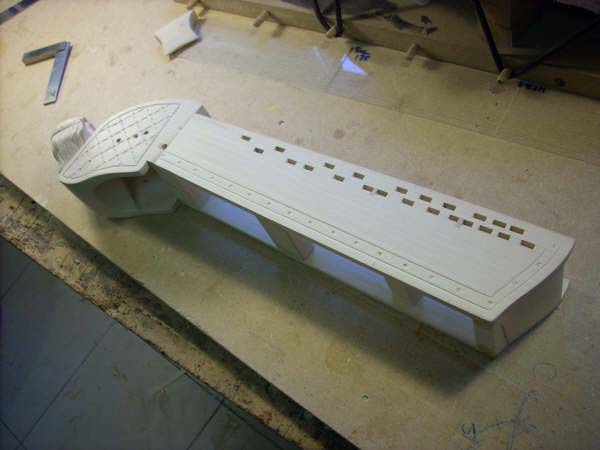
Finition de la boite à tangentes et du chevillier par un dessin traditionnel:

Voici l'ensemble chevillier / boite qui est prêt. On notera que les trous de passage des cordes dans le chevillier sont déjà percés. On voit aussi le trou percé à la limite de la boite et du chevillier pour acceuillir une cheville à bois pour fixer le sillet, c.à.d. le chevalet arrière des trompettes et de la mouche (cette pièce est posée sur la table). Un sillet similaire sera fixé de l'autre côté pour servir de chevalet arrière pour le gros et le petit bourdon.
Montage des sillets:

Prochaine suivante: montage de la boite à tangentes .
.